Fuse beads—known globally under brands like Perler, Hama, and Nabbi—are colorful, meltable beads widely used in crafts, pixel art, and education projects. For manufacturers and craft supply distributors, understanding their core materials, production processes, and melting properties is crucial for sourcing high-quality, safe, and customizable products. Whether you produce fuse beads for retail craft stores or OEM supply to creative toy brands, material knowledge directly impacts safety compliance, melt smoothness, and color intensity.
Fuse beads are primarily made from low-density polyethylene (LDPE), a soft and fusible thermoplastic polymer, chosen for its low melting point, flexibility, and child-safe profile. Some brands incorporate modified polyethylene blends or sustainable alternatives like EVA or Biodolomer. Material selection affects melting temperature, fusing behavior, and product durability—critical parameters for wholesale and OEM buyers evaluating suppliers.
From a supplier standpoint, selecting the right base plastic determines manufacturing cost, eco-compliance, and product performance. Today’s leading fuse bead factories leverage LDPE and EVA blends not only for melting convenience but also for enhanced color stability and reduced brittleness. As a manufacturer familiar with polyethylene processing lines, I’ll break down the main plastics used in fuse bead production, how to identify material types among brands, and why some producers shift toward EVA or biodegradable polymers.
Main Plastics Used in Fuse Bead Manufacturing
Low-Density Polyethylene (LDPE)
LDPE remains the industry standard for most fuse bead production. It’s a thermoplastic polymer derived from ethylene, prized for its low melting point—around 105–115°C. This allows beads to fuse under gentle heat from household irons or crafting presses without burning or releasing hazardous fumes.
Key Properties:
- Melting temperature: 221–239°F (105–115°C)
- Non-toxic, food-grade
- Soft feel, flexible structure
- Safe for children’s craft kits
- Water-resistant and durable
Ethylene Vinyl Acetate (EVA)
EVA is a copolymer of ethylene and vinyl acetate. Some factories substitute EVA for LDPE to increase elasticity or achieve brighter pigment dispersion. It’s also eco-friendlier and offers a smoother fusion finish.
EVA advantages:
- Slightly higher melting range (around 120–130°C)
- More pliable and glossy surface
- Low VOC emissions during heating
- Preferred in premium or sustainable bead lines
Modified Polyethylene Blends
Certain brands develop proprietary LDPE-based formulations. These custom blends may include clarifiers, stabilizers, or color enhancers—improving appearance consistency and post-fusing durability.
Tip for buyers: Always confirm resin grade and additive ratios with your OEM supplier; these details affect bead dimensional accuracy and melting time across production batches.
Comparison Table: LDPE vs EVA vs Modified Polyethylene
| Feature | LDPE | EVA | Polyethylene Blend |
|---|---|---|---|
| Melting Point | 105–115°C | 120–130°C | 110–125°C |
| Texture | Soft, flexible | Elastic, glossy | Customizable |
| Eco Profile | Moderate | High | Varies |
| Fusing Behavior | Smooth, even melt | Slightly slower melt | Consistent but brand-dependent |
| Typical Use | Standard fuse bead kits | Premium or eco lines | Brand-specific formulations |
Identifying Raw Materials in Different Fuse Bead Brands
As a supplier offering private-label fuse bead lines, one of the key questions I receive from distributors is, “How can we identify which material is used in various brands?”
Physical Inspection
Most LDPE beads feel slightly waxy and are more flexible when squeezed between fingers. EVA, in contrast, has a rubber-like texture and returns to shape quickly.
Visual cues:
- LDPE beads: Slightly matte finish, uniform opacity
- EVA beads: More translucent, reflective surface
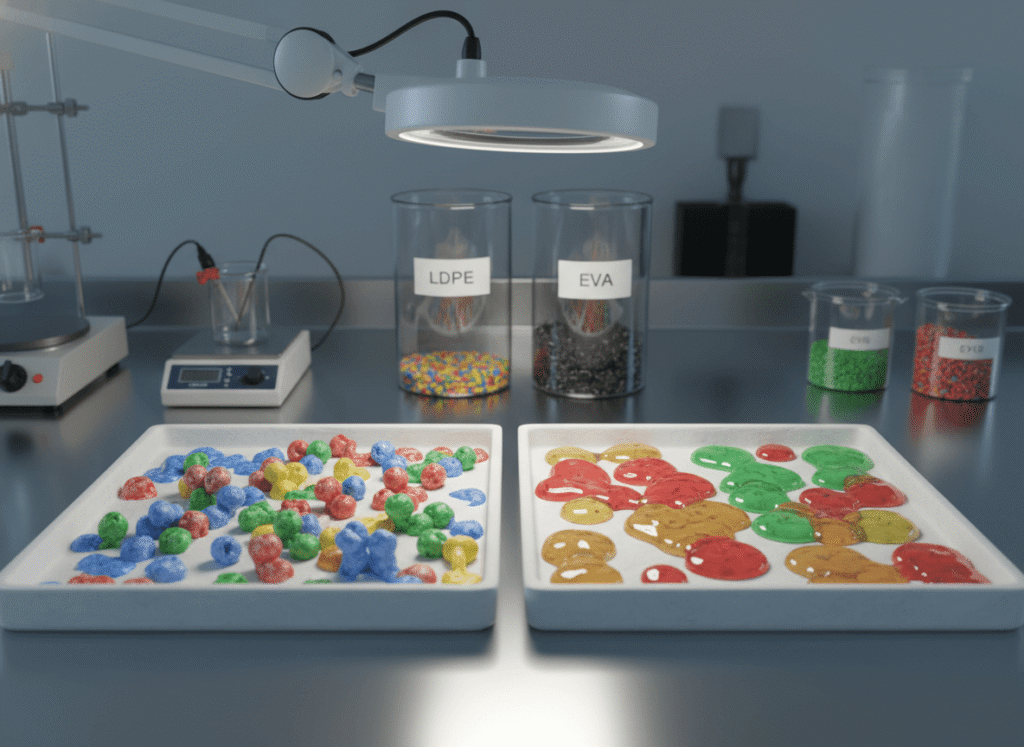
Melt Behavior Testing
Small-scale melt tests help distinguish bead types:
- LDPE beads fuse at slightly lower iron temperatures (~medium setting).
- EVA beads maintain sharper edges after melting due to higher melt viscosity.
Manufacturer Documentation
Reliable OEM/ODM suppliers should provide resin data sheets, FDA/REACH compliance certificates, and color masterbatch lists. These documents reveal polymer origin, additives, and compliance levels.
Infrared Spectroscopy (Advanced)
For high-volume buyers or labs, FTIR testing quickly identifies polymer categories—ideal for verifying authenticity or detecting substitute blends.
Sourcing Insight: Always validate sample materials before committing to large-scale orders. Resin substitution can affect customer satisfaction and melting uniformity.
Why Manufacturers Prefer EVA Over LDPE in Some Applications
Global trends show some fuse bead factories shifting toward EVA for sustainability and performance reasons. Here’s why:
Improved Flexibility for Certain Mold Designs
EVA’s elasticity supports consistent diameter control during extrusion. It’s less prone to cracking during cooling, especially for mini beads under 2.5mm diameter.
Enhanced Optical Clarity and Pigment Binding
EVA’s chemical structure interacts better with color masterbatches, allowing high transparency or vivid finish in glow-in-the-dark varieties. This helps achieve sharper aesthetic impact—especially important in high-end craft kits aimed at professional artists or export-grade packaging.
Environmental Appeal
EVA emits minimal fumes and supports partial biodegradability in specific formulations. In regions emphasizing eco-conscious crafting materials—like the EU or Scandinavia—this can be a selling point for importers.
Strategic OEM Application
Factories using EVA typically cater to:
- Premium educational or eco product lines
- Brands emphasizing sustainable polymers
- Short-run craft kits with custom glow or transparent bead colors
Table: Manufacturer Preferences by Intended Market
| Market Focus | Preferred Material | Key Reasons |
|---|---|---|
| Mass Craft Retail | LDPE | Cost-effective, easy processing |
| Educational Kits | EVA | Non-toxic, eco-friendly |
| Custom Glow Sets | Modified Polyethylene | Color retention |
| Biodegradable Lines | Biodolomer / EVA | Sustainability and marketing appeal |
Material Choices and Their Effect on Melting Behavior
The melting performance of fuse beads is a crucial parameter for product usability and consumer safety.
Understanding Melting Curves
Each polymer type has a distinct melting temperature range. Below are general guidelines observed in OEM production tests:
| Material | Melting Range (°C) | Melting Quality | Iron Setting Equivalent |
|---|---|---|---|
| LDPE | 105–115 | Smooth melt, uniform fusion | Medium |
| EVA | 120–130 | Controlled melt, glossy surface | Medium–High |
| Biodolomer | ~100 | Softer melt, eco variant | Low–Medium |
The melting range defines usability—ideal beads soften just enough to fuse without deforming. LDPE’s forgiving melt curve makes it beginner-friendly, while EVA offers crisp edges suitable for advanced craft users.
Fume Profile and Safety Considerations
Unlike PVC or polystyrene, both LDPE and EVA produce minimal fumes when melted correctly. Still, industrial producers monitor VOC emission rates during QC checks to ensure safe domestic use.
Best practices for manufacturers:
- Utilize food-grade LDPE or EVA resin
- Maintain precise extrusion temperature (170–190°C)
- Test fusing output for odor neutrality
Color and Pigment Interaction During Fusion
Pigments mixed into LDPE resins can occasionally fade under excess heat. EVA, with higher polarity, retains brilliance—this is why glow and transparent lines commonly use EVA blends.
Manufacturer note: Pigment quality often affects melt smoothness. Inferior heat-resistant dyes can cause spotty fusion, especially at higher iron settings.
Beyond Polyethylene: Emerging Materials & Innovations
As sustainability becomes more important, the fuse bead market is exploring biodegradable polymers and recycled plastics.
Biodolomer-Based Beads
Introduced by Scandinavian manufacturer Nabbi, Biodolomer is a composite made from natural oils (rapeseed), chalk, and biodegradable polyesters. It performs like LDPE but is compostable under industrial conditions.
Recycled LDPE Variants
Some Chinese OEM suppliers have begun offering recycled LDPE beads. These reduce carbon footprint but may show minor color inconsistencies if pigment dispersion isn’t optimal.
Advantages of recycled LDPE:
- Up to 30% lower raw material cost
- Eco-market appeal
- Reduced environmental waste
Challenges:
- Variability in melt uniformity
- Slightly less glossy finish
Market Forecast
According to recent B2B market studies, eco-crafting materials are projected to grow by 8–12% CAGR globally through 2028. This trend incentivizes suppliers to shift from pure LDPE toward EVA or hybrid bio-poly blends.
OEM and Quality Control Standards
OEM Production Overview
As an experienced OEM/ODM supplier in polymer-based craft products, I can confirm material consistency is key to large-scale success. Quality fusion behavior is ensured by:
- Accurate resin selection
- Uniform extrusion calibration
- Controlled pellet cooling times
- Pigment masterbatch standardization
QC Inspection Criteria
For wholesale buyers and private labels, here are typical QC benchmarks:
- Dimensional tolerance: ±0.05mm per bead
- Fusion test: complete melt at set iron temperature within 15–30 seconds
- Odor test: neutral scent post-heating
- Pigment test: >95% color retention after 3 melts
Regular sampling per lot ensures quality uniformity in bulk shipments.
6.3 MOQ and Cost Planning
LDPE material costs fluctuate depending on crude oil pricing. EVA-based lines typically cost 10–15% more but can demand smaller MOQs for specialized production.
| Material Type | Average Cost/kg (factory price) | MOQ for Custom Color |
|---|---|---|
| LDPE | $2.20–$2.80 | 500 kg |
| EVA | $2.80–$3.40 | 300 kg |
| Bio / Recycled Polymers | $3.60–$4.20 | 200 kg |
Market Insights and Sourcing Recommendations
Global Market Behavior
The fuse bead market is largely dominated by European and Asian manufacturers, with China emerging as the leading production hub for OEM beads. Scandinavian brands still excel in material innovation and sustainable formulations.
Key exporting countries:
- China (bulk OEM/ODM)
- Denmark/Sweden (eco materials)
- USA (branded retail craft kits)
Strategic Sourcing Tips
- Request melt test samples before placing large orders.
- Verify safety certifications—especially CE, ASTM F963, and EN71 compliance.
- Confirm resin source via supplier datasheets.
- Negotiate MOQ flexibility when testing new materials like EVA or biodegradable blends.
Trend Forecast
In the next 3–5 years, buyers can expect:
- Rising demand for transparent and glow-in-the-dark varieties
- Eco-friendly initiatives encouraging EVA transition
- Custom bead sizing (micro, standard, maxi) for niche educational kits
Conclusion
Fuse beads are deceptively simple yet technologically refined craft materials. Their performance depends entirely on the underlying polymer composition, primarily low-density polyethylene (LDPE), with evolving preferences toward EVA and biodegradable blends like Biodolomer. For distributors and private-label brands, mastering these material differences means:
- Choosing beads that fuse cleanly and safely
- Ensuring compliance with international standards
- Aligning product lines with sustainability trends
From a supplier’s perspective, successful sourcing starts with transparent material data and trusted OEM partnerships. By understanding LDPE versus EVA behavior, evaluating melt performance, and considering eco alternatives, B2B buyers can confidently build reliable supply chains tailored to global craft and education markets.
Ready to explore advanced LDPE or EVA-based fuse bead production?
I invite sourcing managers and brand developers to request free resin samples or our OEM catalog to compare materials firsthand. Connect today to discuss your private-label fuse bead solutions.